

不要满足于简单的文字描述,点击我们的钢材槽钢可接急单产品视频,让每一个细节都跃然屏上,为您带来前所未有的视觉体验。
以下是:钢材槽钢可接急单的图文介绍

在进行高速线材轧制的过程中,可以使用铸坯作为原料替代初轧坯的方式。这样可以大大减少轧制过程中的能耗 损失,可以达到10%左右的。这样就可以大量的减少金属在 轧制过程中的损失,有效地提高加热质量。为了生产可以具 有高质量的高速线材,可以使用连铸空坯工艺技术,这种 进的技术可以不断的提高轧制的技术水平,生产出高质量的钢材。为了保证高速线材轧制的质量,要尽量降低开轧 的温度。目前,国外的机械设备增设了水冷箱,保证轧制的 精轧温度可以控制在900℃。也可在轧制机中设置冷水头导 管,这样可以将终轧温度控制在800℃。超重轧制机可以满 足700℃~750℃的轧制要求。


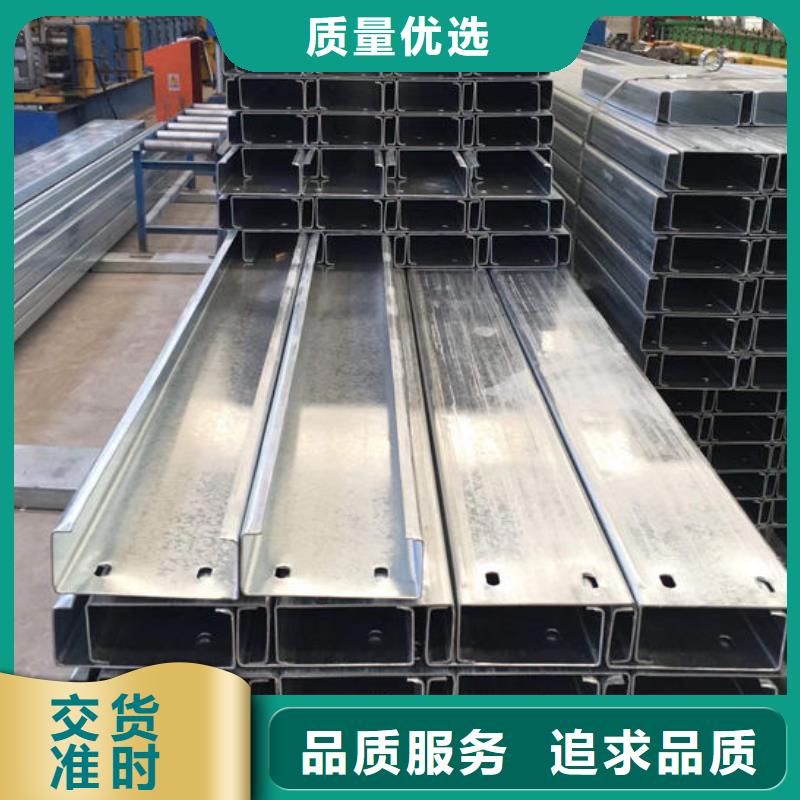
H型钢的翼缘都是等厚度的,有轧制截面,也有由3块板焊接组成的组合截面。工字钢都是轧制截面,由于生产工艺差,翼缘内边有1:10坡度。H型钢的轧制不同于普通工字钢仅用一套水平轧辊,由于其翼缘较宽且无斜度(或斜度很小),故须增设一组立式轧辊同时进行辊轧,因此,其轧制工艺和设备都比普通轧机复杂。国内可生产的 轧制h型钢高度为800mm,超过了只能是焊接组合截面。 我国热轧H型钢材国标(GB/T11263-1998)将H型钢分为窄翼缘、宽翼缘和钢桩三类,其代号分别为hz、hk和hu。窄翼缘H型钢适用于梁或压弯构件,而宽翼缘h型钢和h型钢桩则适用于轴心受压构件或压弯构件。工字钢与H型钢相比,等重量前提下,w、 ix、 iy都不如h型钢。



螺旋钢管是怎么制作的1.涂油打标:在检查合格的螺旋管进行涂油操作以防腐蚀,并根据客户的要求进行打标。2.矫平铣边:使用压砧机将原来卷曲的钢板调平,再通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状。3、剪切成型:将钢 板沿外沿螺旋卷曲成管状。4.对焊切割:采用双面埋弧焊技术进行预焊接,内焊接,外焊接。将焊接成型的钢管使用等离子尺切割成规范长度。5.目视检查:由专业技术人员对一些基本的参数进行检查。6.超声波探伤:对内外焊缝及焊缝两侧母材进行的检查。7.X射线探伤:对内外焊缝进行 的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度。8.打压试验:在水压试验机上对螺旋钢管进行逐根检验以保证钢材管达到标准要求的试验压力。9.倒棱平头:将检验合格后的螺旋钢管进行管端加工,达到要求的管端坡口尺寸。10.后检查:螺旋钢管再次进行超声波和X射线探伤以及进行管端磁粉检验,检查是否存在焊接问题及管端缺陷。

始终秉承 钢板品质、优质、良好服务之经营理念,积累5年 钢板的产品生产营销经验,真正拥有 钢板核心技术。始终致力于 钢板产品服务的提供、研发。力求让客户对我们的 钢板产品服务永远满意,真正使合作过程轻松、愉悦、互利共赢。


