
为了给您提供更的钢材角钢工期短发货快产品信息,我们上传了的产品视频。看视频,选购不迷路。
以下是:钢材角钢工期短发货快的图文介绍
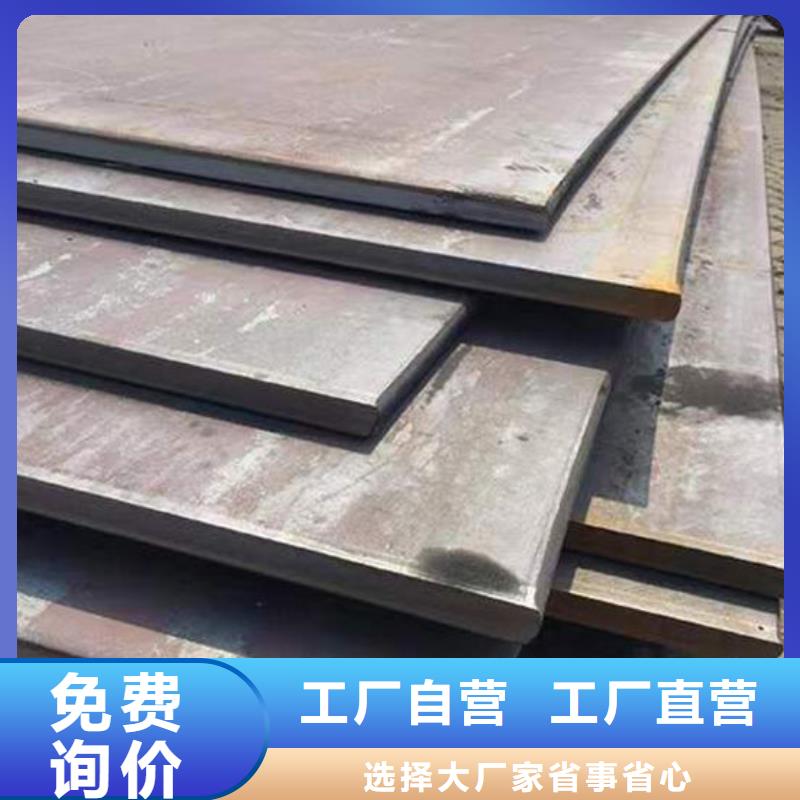
多年来坚持守约、保质、薄利、重义的经营理念,角钢槽钢工字钢无缝钢管不锈钢板赣达金属材料(滦南县分公司)与广大客商建立了牢固的合作关系,受到了广大客户的赞同。公司让利于 钢板客户,装车免费,节假日照常发货,欢迎广大客户朋友光临惠顾!




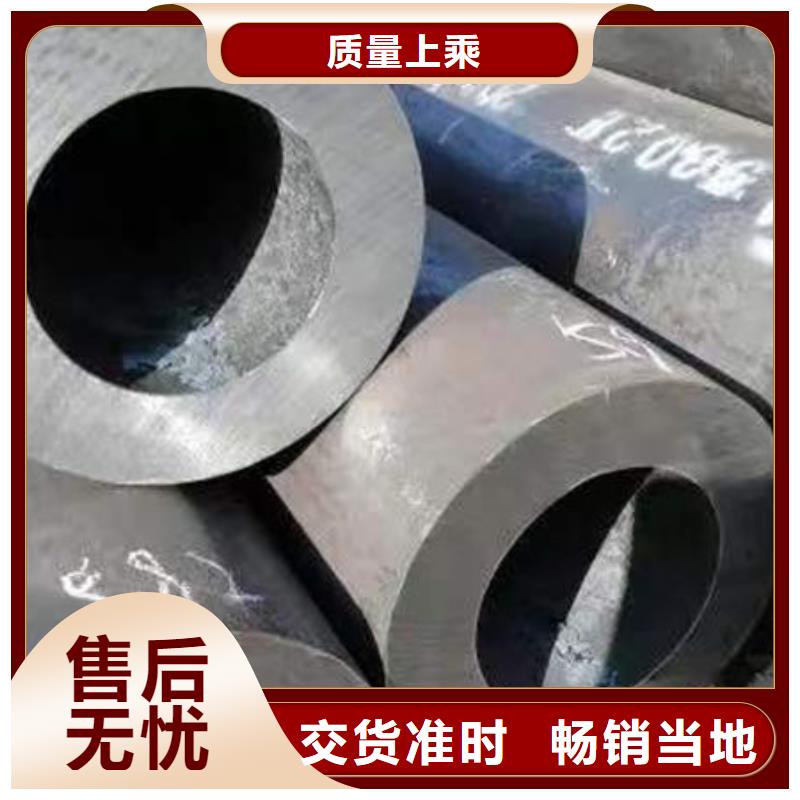
圆钢热切加热炉的特点:1、圆钢热切加热炉提高生产效率由于采用中频感应加热,加热效率高、速度快,不用预热,可以缩短辅助时间,提高生产效率1.6倍。2、圆钢热切加热炉节约材料,提高锻坯质量由于采用组合模具进行自动下料,下料重量得到控制,重量误差≤0.5%(人工下料重量误差约为2%);另外采用中频感应加热速度快、采用“一火锻造”比原来减少一次加热过程,氧化脱炭少,通过压缩下料公差及锻坯留量可以节省原材料8.2%。由于锻坯氧化皮少,锻件的外观质量明显改善。3、圆钢钢材热切加热炉节能环保,卫生由“二火锻造”改为“一火锻造”,可以减少一次下料加热的燃油及电耗,节约能源约56%;采用中频感应加热取代燃油加热,了燃油加热时产生的热辐射、烟尘、so2气体排放造成的污染以及鼓风机噪声对周围环境的影响;火灾隐患得以控制。4、圆钢热切加热炉减轻劳动强度,节省劳动力人工下料时,一根长棒料重约1~2百公斤,用人工下料体力消耗很大;采用自动下料,取消了下料工序,可节省下料人员。5、圆钢热切加热炉温度控制容易、准确采用中频感应加热,配合进料速度调节,加热温度易控制;采用非接触式红外测温头连续测量、监控温度,自动显示并记录,温度控制准确,有效杜绝了燃油加热时容易产生的“过烧”现象。



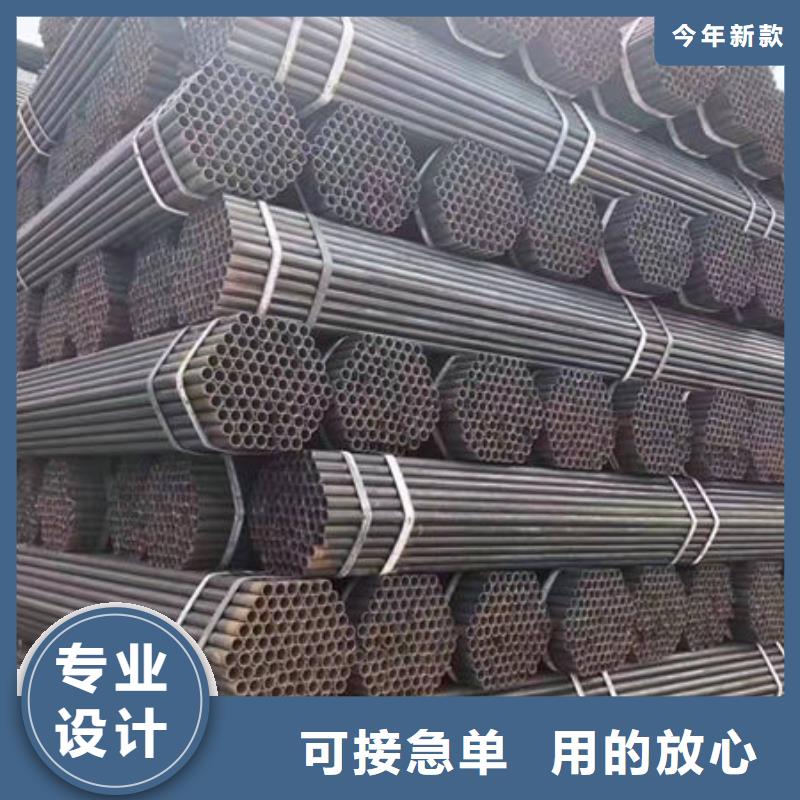
螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了钢材焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。


普通碳素钢材相对于其他钢材来讲,在强度、刚度、成本和耐久性等方面都具有较好的性能,而且其熔点也较 高。普通碳素钢的提炼方法已经非常成熟,技术稳定,所 以在汽车、航空等多种领域得到了广泛的使用。但是由于 普通碳素钢的刚性较强,缺乏抗变形的能力,这就使得对 其进行加工的过程中难度比较大,不利于轧制成型。另一 方面,因为普通碳素钢在进行轧制的工艺时,容易受到温 度等方面的影响。对于数量较小、种类较多的线材,其加 工的难度就比较大,成本也相应的会得到大幅度的。因此,在现有的工艺当中,如何对普通碳素钢线材的工艺 进行和优化,以满足不同产品的需求,提高普通碳素 钢的加工水平是非常重要的,也是非常具有意义的,也拓 展了轧制机的发展。现有比较常用的机组的工 业进行分析,其轧制的钢件具有非常好的均匀压缩性。有 效的改善了高速线材的塑性特点,改良了其加工难度大的 缺点,这样对于普通碳素钢的轧制过程具有重要的意义。其轧制的钢材在精度和均匀程度上都有了较大的。通 过对普通碳素钢进行加工,能够有效的该产品的工 艺,从而生产性能优质的产品在高速线材。在轧制过程中, 主要受到初轧、精轧和吐丝温度的影响。


